
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










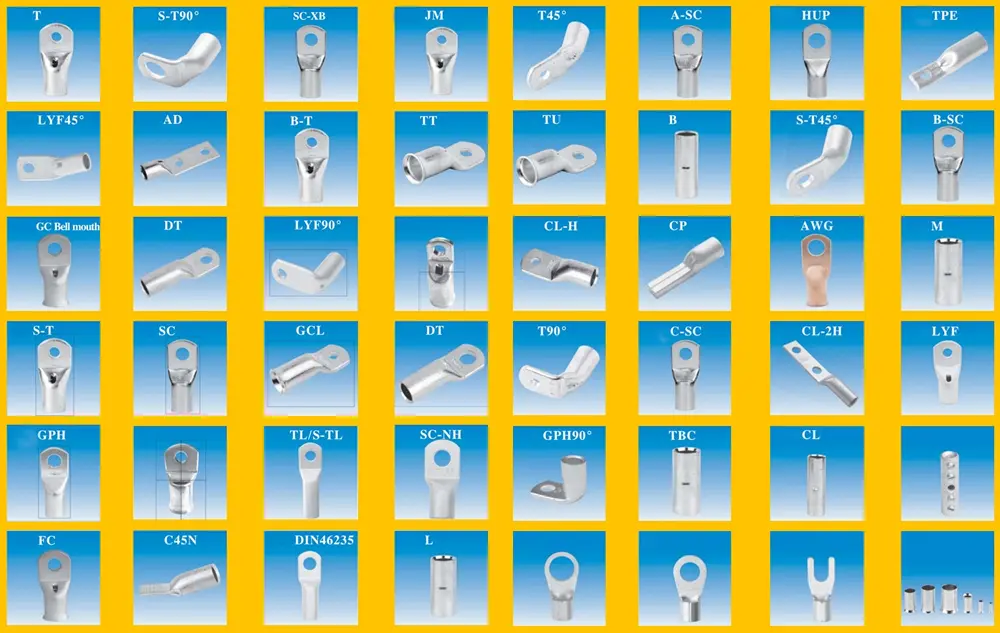
Puristusliittimet
Kiinassa Xiamen Hongyu Intelligent Technology Co., Ltd. tukee Crimp Connectors -liittimien vakio-/epästandardien osien räätälöintiä, ja sillä on yli 17 vuoden ammattimainen tekniikka laitteiston muottien suunnittelussa ja leimaamisessa. Puristusliittimien vähimmäiskäsittelypaksuus voi olla 0,08 mm, erinomaisella ammattitaitolla ja ilman purseita.
Lähetä kysely
Tuotteen Kuvaus
Crimp Connectors on ammattimainen komponentti, jonka Xiamen Hongyu Intelligent Technology on suunnitellut erityisesti johtojen ja liittimien puristamiseen. Erittäin johtavilla materiaaleilla ja tarkoilla rakenteilla se on ratkaissut johdinsarjojen valmistuksen liitäntöjen luotettavuusongelmat. Tämä tuote on luotettava valinta ulkomaisille asiakkaille, jotka tarvitsevat sähköliitäntäkomponentteja. Metallintyöstön ja sähköliitäntöjen toimittajana voimme tarjota asiakkaillemme korkealaatuisia tuotteita ja palveluita piiriliitäntöjen helpottamiseksi.
vanteen tilan tarkastus
Stamping-laitteistopäätteiden puristuslaatu on avaintekijä lopullisen yhteenliittämisen suorituskyvyn varmistamisessa. Ovatko liittimen leimausosat vaurioituneet, ovatko liittimen leimausosat vääntyneet, onko liitinikkunan sisällä oleva eristekerros ehjä, mutta langan puristusalue ei eristetty, onko johto puhjentunut eristekerroksen puristusalueelta, onko reunan puristus oikea, onko harja näkyvissä langan puristamisen jälkeen, onko harja paikallaan, onko liitäntäalue tiivis ja reikä Mittausarvo eristyspuristuspisteessä on toleranssialueen sisällä voi myös määrittää, onko puristustilanne hyvä.
On tarpeen tarkistaa, ovatko leimauksen laitteistoliittimet oikein puristettu. Olipa kyseessä manuaalinen tai konepuristus, jokainen liitoskohta on tarkastettava huolellisesti. Virheellinen puristus voi lyhentää merkittävästi puristusliittimien käyttöikää ja jopa aiheuttaa turvallisuusriskejä.
Johtuen langan halkaisijan eri toleransseista kullekin liitintyypille ja spesifikaatioille, paksuusmittausta langan halkaisijan puristuspisteessä voidaan käyttää vertailuindeksinä. Sopimaton langan halkaisija ei vain lyhennä käyttöikää, vaan voi myös johtaa epävakaisiin liitoksiin, nopeaan irtoamiseen ja lopulta aiheuttaa häviöitä.
Käsittelytekniikka
Leimauslaitteiston päätemateriaalit ovat pääosin messinkiä H62, ilman erityisvaatimuksia. Kruunujousirumpujousien materiaalit ovat pääosin berylliumkuparia. Kaikki materiaalit eivät sovellu kultapinnoitukseen. Siksi ennen kullatusta pinnoitetaan ensin kerros nikkeliä kullan pinnoituksen varmistamiseksi. Nikkelipohjaisen kullan pinnoituksen tavanomaiset standardit ovat, että nikkelikerroksen paksuus on 50-80 μm, kultakerroksen paksuus on ≥2 μm ja käytetyn kullan puhtaus on ≥ 99,8 %. Levitä lopuksi kiinteä suojakalvo; Tuotteen pinnan tulee olla sileä, hapettumaton käytännöllisyyden varmistamiseksi ja purseeton, jotta tuote ei pääse löystymään puristamattomien pursevälien takia. Tuotteen laadun varmistamiseksi laitteistossa ei saa olla työkalun jälkiä, puristusjälkiä tai teräviä reunoja. Meillä on korkeat tarkkuudet laatuvaatimukset, emmekä määritä toleranssia ±0,02.
Galvanoinnin erittely
|
Tuote |
Puristusliittimet |
|
Ulkonäkövaatimukset |
Ei hapettumista, kellastumista, tummumista, sinertymistä, purppuraisuutta, koukkuun jäämistä, epätasaisia jalkoja tai muita vikoja. |
|
Pinnoituksen suorituskyky |
Täysi nikkelipohja: 50-80 μ". Kullattu: 1 μ". Mittauspisteet molemmilla puolilla: 3mm. |
|
Korkean lämpötilan kestävyys |
Sen on kestettävä 260°C 5 sekuntia ilman värimuutoksia, tummumista, kellastumista, rakkuloita tai kuoriutumista. |
|
Juotettavuustesti |
Juotoksen peiton tulee olla yli 95 %. |
|
Suolasumutesti |
Testattu 5 % suolaliuoksella 35°C:ssa 24 tunnin ajan. Hapettumista, tummumista tai muita vikoja ei sallita. |
|
Tarttumistesti (kuorimistesti) |
Ei pinnoitteen kuoriutumista kaarevilla pinnoilla. |
|
Ympäristönmukaisuus |
Kaikkien pinnoitusten on täytettävä vihreän ympäristön ROHS-vaatimukset. |
|
Kriittisten alueiden pinnoitus |
Kaikki mittauspisteet ja määritetyt mittauspinnat on pinnoitettava eritelmien mukaisesti (nämä alueet ovat kriittisiä juotettavuuden ja johtavuuden kannalta). |
Hot Tags: Puristusliittimet, Kiina, valmistajat, toimittajat, tehdas, tarjous, laatu
Tuotemerkki
Aiheeseen liittyvä luokka
Alumiini leimaus
Messinkiosien leimaus
Ruostumattomasta teräksestä valmistettujen osien leimaus
Inconel-osien leimaus
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








