
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






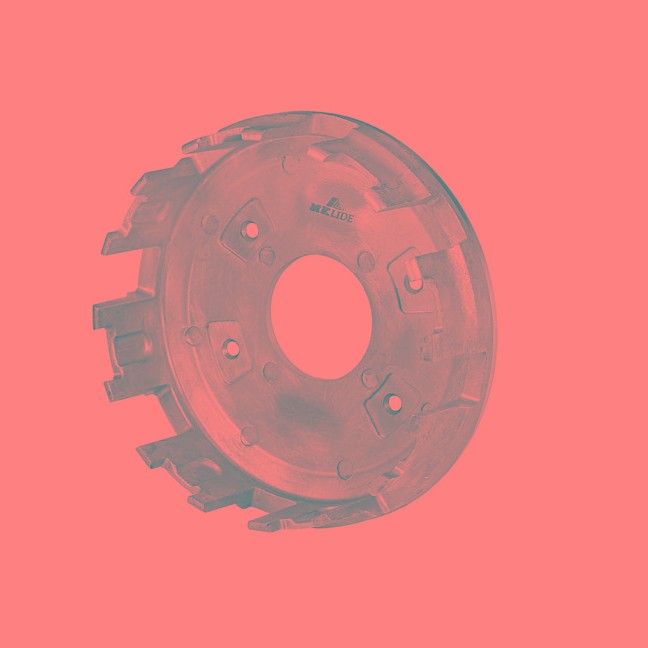

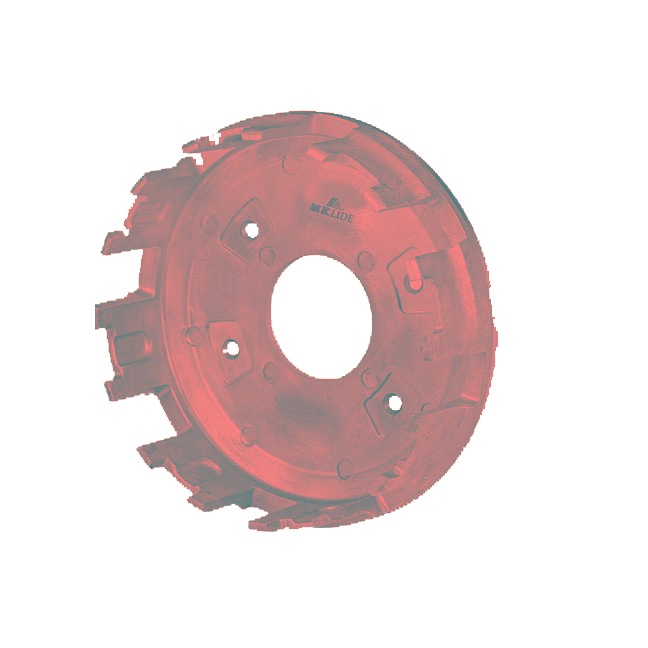
Casting Crytch -komponentit
Xiamen Hongyu Intelligent Technology Co., Ltd. on valettujen kytkinkomponenttien ammattimainen valmistaja. Yhtiöllä on yli 70 ammattitaitoista insinööriä ja ammattilaista. Tuotteita viedään yli 30 maahan, mukaan lukien Yhdysvallat, Meksiko, Espanja, Norja, Marokko ja Etelä -Korea.
Tuotetyyppi: Casting -kytkimen komponentit
Koko: Räätälöinti tuettu
Laadunvalvonta: 100% täysi tarkastus
Sertifiointi: ISO9001/CE/ROHS, IATF
Lähetä kysely
Tuotteen Kuvaus
Kevyen kysynnän vuoksi jotkut autojen keskeiset osat on muutettu laajamittaiseksi jatkuvaksi suulakertatuotannosta. Kun otetaan huomioon valujen laatu- ja tuottoprosentin ongelmat, jotka voivat syntyä muotinvaluprosessista, kuinka valu kytkimen komponenttien käyttöikä on tullut Die Cast Crutch -osien toimittajan työn painopiste.
HY käyttää valu-simulaatiojärjestelmää tutkimalla ylivuotojärjestelmän suunnittelua, analysoimaan prosessiparametrien, kuten nopean alueen ja lisäämään huokosvaurioiden, vaikutusta ja saada kokemusta huokosvirheiden parantamisesta, mikä tarjoaa kokemusta seuraavaa tuotekehitystä.
Valettu kytkinkomponentit sisältävät useita tärkeitä osia:
1. Valettu kytkinkomponentitFlywheel. Ensinnäkin se ylläpitää pyörimistä hitautta. Toiseksi se tarjoaa aloittelijalle tarvittavan vaihdelenkaan. Kolmanneksi se tarjoaa kitkapinnan kitkapinnan.
14. Kytkimen painekevy. Painekevy kohdistaa painetta pitämään ajettu kitkalevy painolevyn ja vauhtipyörän välillä. Painekevy sisältää kalvon tai jousen, joka kohdistaa painetta päävalu- tai ajopinnalle. Aseman vapauttamiseksi tai irrottamiseksi aktivoidaan kalvo- tai kytkinvipu erottavan päävalan erottamiseksi. Valuraudan seoksia, kuten harmaa valurauta GG30, GG25 (saksalainen standardi DIN 1691), käytetään yleisesti kytkimen painekevyn valujen valmistukseen. Näillä materiaaleilla on suuri puristuslujuus, alhainen vetolujuus eikä taipuisa.
3. kytkimen kokoonpanon vapautuslaakeri. Tarjoaa käyttöväliaineen pyörivän kytkinkokoonpanon ja kiinteän kytkimen haarukan ja vaihdelaatikon välillä. Laakeri absorboi kytkimen irrottamisen voiman ja vähentää kulumista pyörivien ja ei-pyörivien komponenttien välillä.
Kytkinkomponenttien valun rakenne- ja suunnittelupisteet
HY: n tuottamien valu kytkinkomponenttien vuotuinen tuotanto ylittää 120 000 kappaletta. Koko muodostetaan muotinvaluprosessilla ja sovitetaan kvantitatiiviseen uuniin alumiinin nesteen kuljettamiseksi.
Casting -kytkinkomponenttien pohja on koneistettu pinta, joka on kytketty vaihdelaatikkokoteloon. Vasemman ja oikean puolen jousituslaitteita käytetään ajoneuvon asentamiseen ja vaihdelaatikkoon, jolla on korkea vahvuusvaatimukset. Vaihdelaatikon laipan pinta ja nivelpinta ja jousituslaitteen ilmareiät ovat pääohjauspisteitä.

Valukytkimekomponenttien vikamääritys
Kytkinkomponenttien suulakevalmistuotannon aikana valun sisällä olevia reikiä kutsutaan huokosiksi, joita kutsutaan myös kutistumisonteloiksi tai kutistumisen huokoisuudeksi. Yleisiä muotoja ovat pallomaiset reiät, joissa on sileät tai karkeat sisäseinät, tai löysät rakenteet, jotka koostuvat suuresta määrästä pieniä reikiä.
Viat tapahtuvat yleensä joissakin kuumissa pisteissä, joissa seinämän paksuus vaihtelee suuresti, ja reiän sisäseinä aiheuttaa dendriittisiä kidekuulia ulkonemia tai sienimaisia rakenteita.
Ellei huokoset ole suuria ja vaikuta vakavasti kytkinjarrujen suorituskykyyn, huokosilla on yleensä vain vähän vaikutusta valun lujuuteen ja eheyteen. Huokoisuusvirheet voidaan kompensoida tunkeutumiskäsittelyllä, jolla on tietty vaikutus ilman kireyden parantamiseen. Kaikkia huokosvirheitä ei tietenkään voida käsitellä tällä menetelmällä. Tätä menetelmää voidaan käyttää vain, kun viat eivät ole vakavia.
Olemme kaikki yhtä mieltä siitä, että täydellisyyttä ei ole, joten huokoset eivät ole täysin kiellettyjä. Tämä ei tietenkään estä meitä jatkamasta täydellisyyttä. Huokoisuus, sisäinen vika, voidaan arvioida tietyn vaatimusten mukaisesti, jotka on määritelty "suulakkeiden laatustandardeissa", ts. Minkä tahansa valun kytkinkomponenttien kutistumisen halkaisija ei voi olla suurempi kuin φ2,3 mm, ja pinnan kutistumisen halkaisija ei saa olla suurempi kuin φ1,5 mm.
Tärkeimmät menetelmät huokoisuusvaurioiden havaitsemiseksi ovat anatomiset testit ja tuhoamattomat testaukset. Tärkeät die-valut suoritetaan kaikkien sisäisten vikojen röntgen-tuhoava testaus.
Lyhyt kuvaus Hy: n käsittelytekniikasta
Massatuotantoprosessin aikana Hy parantaa jatkuvasti omaa prosessiaan. Esimerkiksi, kun huokoset löytyvät usein jonnekin valun kytkinkomponenteista, Hy yrittää parantaa prosessiliuosta.
Ensinnäkin, määritä reikien sijaintivirheet ja morfologia, diagnosoi syy ja määritä, onko se yleinen vika havaitsemistilastotietojen avulla.
Parannussuunnitelmia on monia, kuten sen tuotteen tilavuuden lisääminen, joissa vikoja on alttiita, lisäämällä ylivuotouran paksuutta pakokaasuvaikutuksen parantamiseksi tai pakokaasukanavan sijainnin säätämiseksi alumiinin nesteen virtaamasta ylivuotouraan etukäteen jne.
Miksi valita Hy
Ammattimainen räätälöity valmistaja: Tuki OEM/ODM -räätälöinti, olemme ammattimainen die -valettu kytkimen osien toimittaja
Täydellinen sertifiointijärjestelmä: Hy on läpäissyt ISO9001: 2008 Laadunhallintajärjestelmän sertifiointi, CQM -laadunhallintajärjestelmän sertifiointi ja IQNET -laadunhallintajärjestelmän sertifiointi. Jos laatu ei täytä standardeja, voimme korvata sen ilmaiseksi.
Tervetuloa kaikki asiakkaat käymään tehtaalla: Tervetuloa vilpittömästi kaikki asiakkaat vierailemaan.
Hot Tags: Kytkinkomponentit, Kiina, valmistajat, toimittajat, tehdas, lainaus, laatu
Tuotemerkki
Aiheeseen liittyvä luokka
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








