
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Johdatus syvävetotekniikkaan: jääkaapin ovipaneelit ja pesukonerummut
1. Yleiskuvaus syväpiirtoprosessista
Deep Drawing on metallinkäsittelytekniikka, jota käytetään laajasti erilaisten teollisuustuotteiden valmistuksessa. Sitä käytetään pääasiassa metallilevyjen muuttamiseksi syvyydeltään ja monimutkaisiksi muodoiksi leimauslaitteiden avulla. Tämä prosessi ei voi tuottaa vain lujia ja monimutkaisia osia, vaan myös parantaa materiaalin käyttöä ja vähentää jätteen syntymistä.
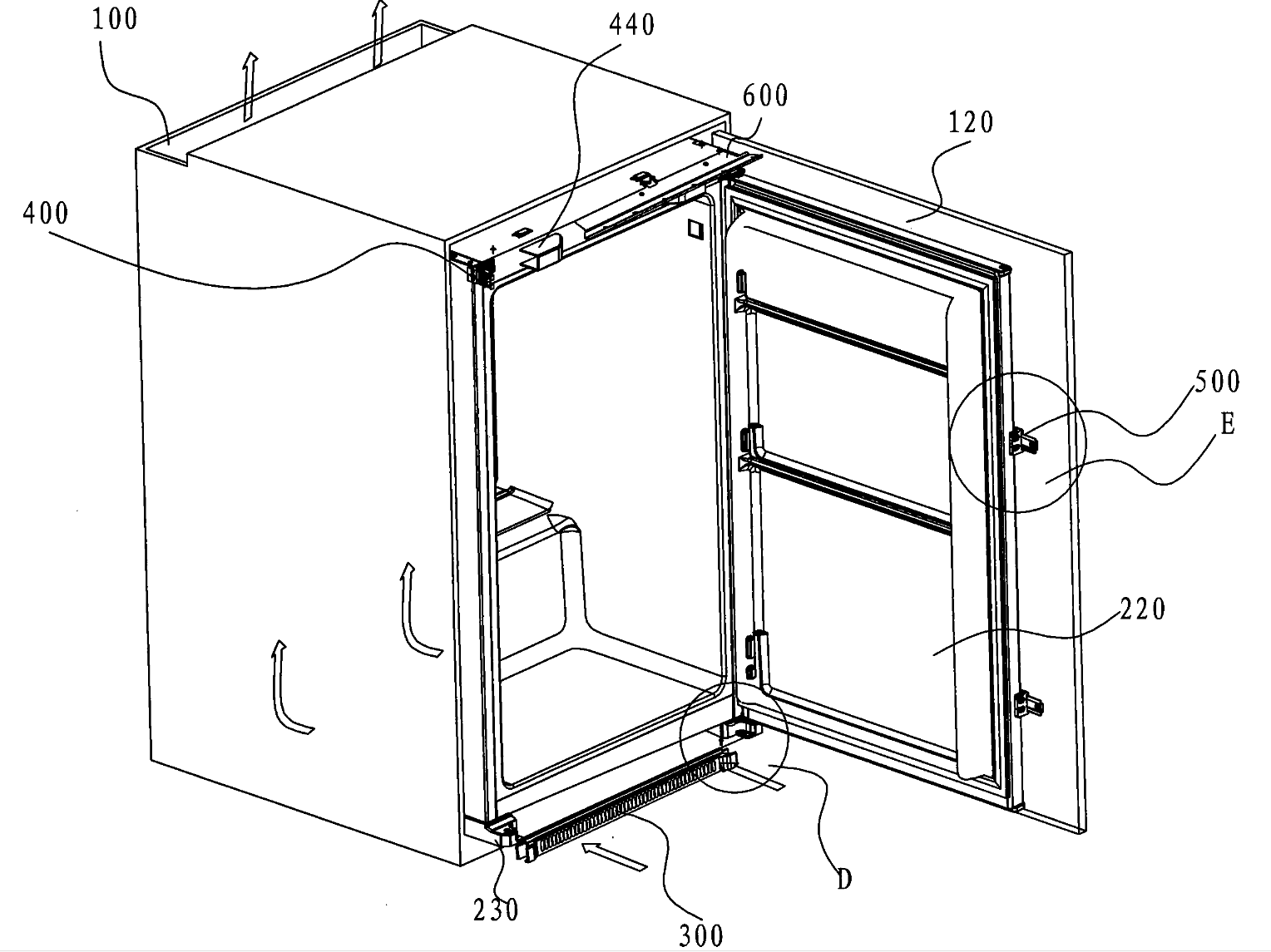
2. Jääkaapin ovipaneelien syväpiirustusprosessi
2.1 Prosessin kulku
Jääkaapin ovipaneelien valmistus alkaa yleensä sopivien metallimateriaalien, kuten kylmävalssattujen teräslevyjen tai alumiiniseosten, valinnalla. Käsittelyprosessi sisältää seuraavat päävaiheet:
Leikkaus ja esikäsittely: Ensin metallilevy leikataan sopivaan kokoon ja puhdistetaan pintaöljyn ja oksidien poistamiseksi.
Esirei'itys: Metallilevyyn reikien tai urien tekeminen myöhempiä toimenpiteitä varten materiaalin plastisuuden parantamiseksi.
Syväveto: Metallilevy asetetaan vetomuotiin ja levyä venytetään ja muodostetaan asteittain paineen avulla. Tämä vaihe voi sisältää useita vaiheita sen varmistamiseksi, että levy ei halkeile muodostusprosessin aikana.
Viimeistely ja tarkastus: Muotoilun jälkeen ovilevyt leikataan ylimääräisten romujen poistamiseksi, mitat tarkastetaan ja laatu tarkastetaan.
2.2 Tekniset kohdat
Materiaalin valinta: Materiaalin paksuus, kovuus ja sitkeys vaikuttavat suoraan syvävedon laatuun. Liian kovat materiaalit voivat aiheuttaa halkeamia, kun taas liian pehmeät materiaalit eivät välttämättä pysty säilyttämään muotoaan.
Muotin suunnittelu: Muotin suunnittelun on oltava tarkka, jotta metallilevyä voidaan venyttää tasaisesti ilman muodonmuutoksia. Muotin voitelu- ja jäähdytysjärjestelmä on myös ratkaiseva kitkan ja lämmön kertymisen vähentämiseksi.
Muotoiluparametrit: Mukaan lukien parametrit, kuten vetonopeus, paine ja lämpötila, jotka on säädettävä materiaalin ominaisuuksien ja valmiin tuotteen vaatimusten mukaan parhaan muovausvaikutuksen saavuttamiseksi.
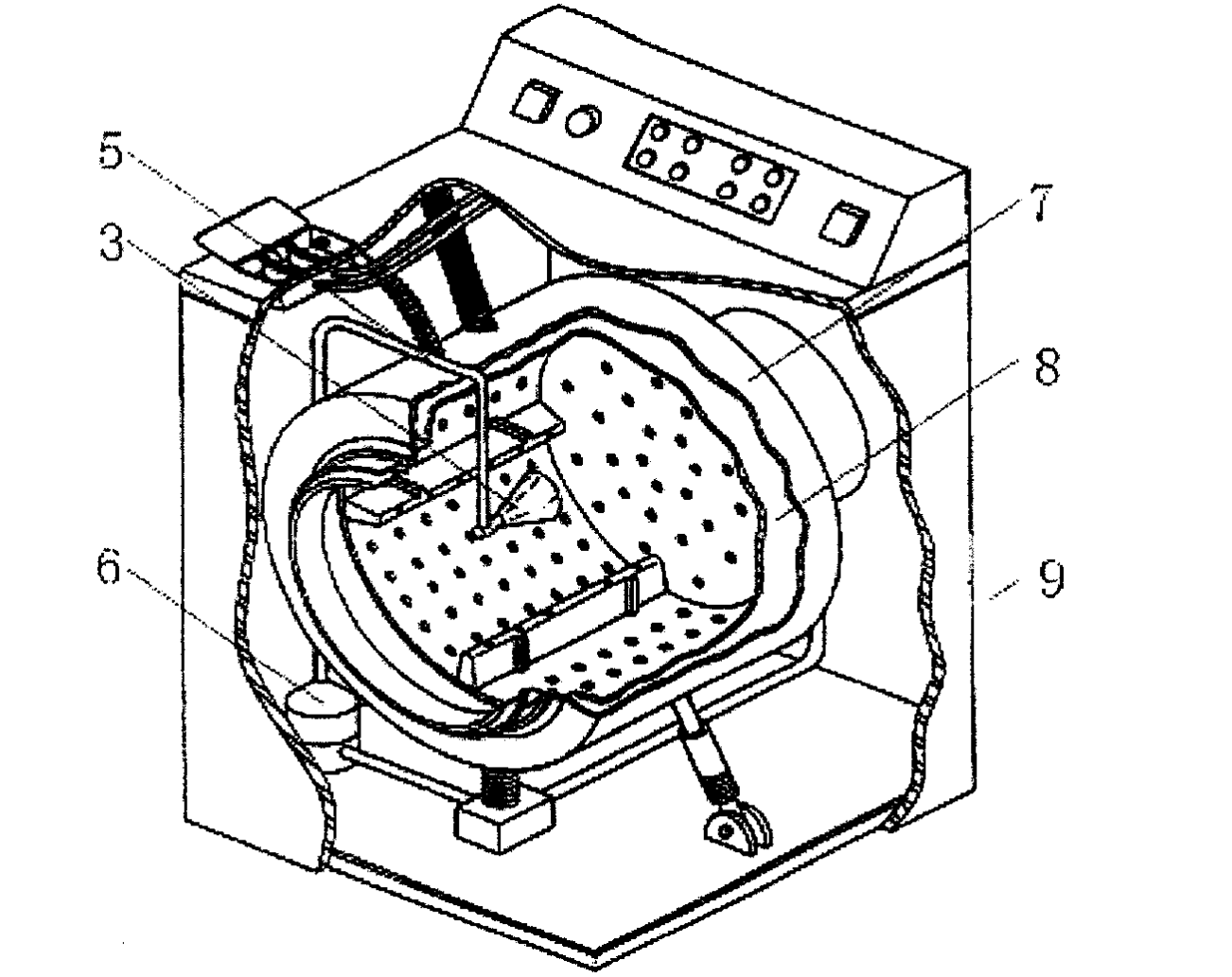
3. Pesukonerummun syvävetoprosessi
3.1 Prosessikulku
Pesukoneen rummun valmistusprosessi on samanlainen, mutta vaatimukset ovat tiukemmat:
Materiaalin valinta ja käsittely: Valitse leikkaamiseen ja pintakäsittelyyn korroosionkestäviä teräslevyjä, kuten ruostumatonta terästä.
Esirei'itys: Esilävistys levyyn myöhempää muotoilua varten.
Piirustusmuovaus: Varmista monivaiheisella vetoprosessilla, että rummun sisäpinta on sileä ja virheetön.
Hitsaus ja viimeistely: Rummun runko on hitsattava ja trimmattava muotoilun jälkeen rakenteen vakauden ja tiiviyden varmistamiseksi.
Tarkastus: Sisältää vesitiiviys-, tasapaino- ja kestävyystestit pesukoneen suorituskyvyn ja turvallisuuden varmistamiseksi.
3.2 Tekniset kohdat
Materiaalin ominaisuudet: Koska pesukoneen rummun rungon on kestettävä suuria nopeuksia ja korkeita lämpötiloja, ruostumaton teräs on yleisesti käytetty materiaali. Materiaalin korroosionkestävyys ja lujuus ovat avainasemassa.
Vetotekniikka: Pesukoneen rummun runko vaatii yleensä korkeaa vetotekniikkaa rummun rungon pyöreyden ja sileyden varmistamiseksi välttäen samalla muodonmuutoksia ja jännityskeskittymiä.
Hitsausprosessi: Erittäin tarkka hitsausprosessi on välttämätöntä rummun rungon tiiviyden ja kestävyyden varmistamiseksi.
4. Muut piirustusprosessissa käytetyt tuotteet
4.1 Auton kori
Autojen korien valmistuksessa käytetään myös piirustusprosessia monimutkaisen muotoisten koripaneeleiden, kuten etu- ja takaovien, kattojen jne. valmistamiseksi. Tämä prosessi vaatii erittäin lujia metallimateriaaleja ja tarkkaa muottisuunnittelua auton lujuuden ja kauneuden varmistamiseksi. kehon.
4.2 Lieden vuoraus
Lieden vuorauksen tulee kestää korkeita lämpötiloja ja lämpöshokkia. Syvävetoprosessia käytetään yleensä metallilevyn muodostamiseen lämmönkestäväksi vuoraukseksi hyvän lämmönjohtavuuden ja rakenteellisen lujuuden aikaansaamiseksi.
4.3 Lentokoneen kuori
Lentokoneen kuori ja komponentit valmistetaan usein syvävetoprosessilla, jotta saavutetaan keveys- ja lujuusvaatimukset. Nämä komponentit on yleensä valmistettu alumiiniseoksesta tai titaaniseoksesta, ja niiden suorituskyky ja turvallisuus varmistetaan tarkoilla muovausprosesseilla.
4.4 Palovesisäiliö
Palovesisäiliöt vaativat yleensä suuren kapasiteetin ja suuren lujuuden. Syvävetoprosessia käytetään suurten vesisäiliöiden vuorausosan valmistukseen riittävän tilavuuden ja kestävyyden varmistamiseksi.
Lopulta
Tärkeänä metallinkäsittelyteknologiana syvävetoprosessia käytetään laajasti tuotteiden valmistuksessa monilla teollisuudenaloilla kodinkoneista autoihin. Materiaalien, muotin suunnittelun ja muovausparametrien tarkan hallinnan avulla voidaan valmistaa korkealaatuisia osia erilaisiin sovellusvaatimuksiin.



